

ASTM A240 304L seamless steel pipe composition analysis
The main components of ASTM A240 304L seamless steel pipe comprise C, Si, Mn, Cr, Ni, P, S and other elements. In ASTM A240 304L seamless steel pipe, the C content is stringently controlled, typically not exceeding 0.03%.
The main components of ASTM A240 304L seamless steel pipe comprise C, Si, Mn, Cr, Ni, P, S and other elements. In ASTM A240 304L seamless steel pipe, the C content is stringently controlled, typically not exceeding 0.03%. This low C content effectively mitigates the risk of chromium carbide precipitation and remarkably enhances its resistance to intergranular corrosion. Si, with a content usually not surpassing 1.0%, contributes to augmenting the strength and hardness of ASTM A240 304L seamless steel pipe. Mn, generally at a level not exceeding 2.0%, improves the strength and toughness of ASTM A240 304L seamless steel pipe to a certain extent without significantly and adversely affecting its corrosion resistance.
Cr is one of the crucial alloying elements in ASTM A240 304L seamless steel pipe, and its content ranges approximately from 18.0% to 20.0%. Cr forms a dense chromium oxide film on the steel surface, endowing ASTM A240 304L seamless steel pipe with outstanding corrosion resistance against a diverse array of corrosive media, such as acidic solutions, alkaline solutions and humid air. The Ni content is generally between 9.0% and 12.0%. The addition of Ni not only further fortifies the corrosion resistance of ASTM A240 304L seamless steel pipe but also endows it with favorable low-temperature toughness. Even at extremely low temperatures, the steel can maintain good strength and ductility and is less prone to brittle cracking.
Furthermore, the P and S content in ASTM A240 304L seamless steel pipe is strictly limited to no more than 0.045% for P and 0.03% for S. Lower P and S content aids in enhancing the purity of the steel and reducing the detrimental impacts of impurities on its performance, thereby ensuring that ASTM A240 304L seamless steel pipe exhibits excellent quality and reliable performance.
stainless steel processing
The manufacture of stainless steel involves a series of processes. First, the steel is melted, and then it is cast into solid form. After various forming steps, the steel is heat treated and then cleaned and polished to give it the desired finish. Next, it is packaged and sent to manufacturers, who weld and join the steel to produce the desired shapes.

Melting and Casting
The raw materials that constitute a stainless steel item are placed together and melted in a giant electric furnace. Intense heat is applied rigorously for a period of 8 to 12 hours during this step. Once the melting is complete, the molten steel is cast into desired semi-finished forms. Some of the most common forms or shapes include slabs, blooms (rectangular shapes), billets (these could either be round or square), rods, and tube rounds.

Forming
In the second stage, the semi-finished steel shapes undergo a series of forming operations. For instance, the stainless steel is hot rolled (heated and passed through enormous rolls). The blooms and billets mentioned above are converted to bar and wire. The slabs on the other hand are formed into plates, strips or sheets. It is very common to turn semi-finished steel shapes into bars, as it is the most versatile stainless steel form (it comes in all grades and sizes). You have round, square, octagonal, and hexagonal bars, each suitable for a different type of application.

Heat Treatment
The various stainless steel forms undergo a thorough annealing process during this step. Annealing is another name for heat treatment where the stainless steel is heated and cooled in a controlled environment. The purpose of this heat treatment is to relieve the pent-up stress inside the stainless steel and soften the material to make it more suitable for a wide variety of applications. The people in charge of carrying out the annealing process have to be very careful about the conditions as even the slightest of changes in the temperature, pressure, duration, or cooling rate could result in a faulty product.

Descaling
During the annealing process, a certain amount of scale appears on the surface of the stainless steel. This scale can be removed using a number of different processes that are collectively known as descaling. Pickling is one of the more common methods of carrying out the descaling process.
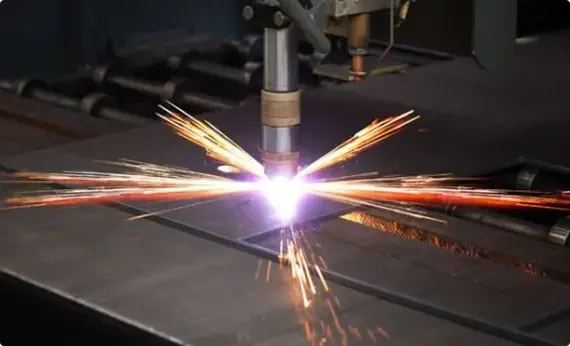
Cutting
The semi-finished, heat-treated, and descaled stainless steel forms are cut into specific shapes in this step. Mechanical cutting is performed with the aid of guillotine knives, blanking, nibbling, and high-speed blades.
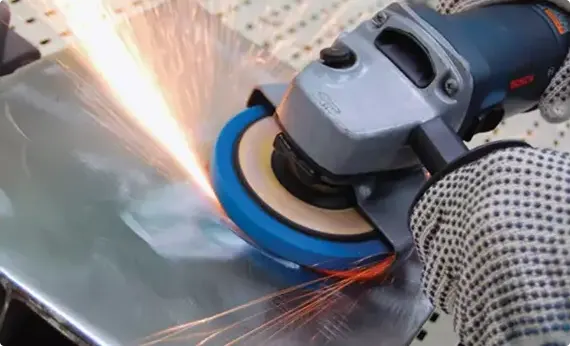
Finishing
Finishing is applied to help the stainless steel product achieve its signature aesthetically appealing appearance. Finishes are also needed to make the stainless steel product smooth and easier to clean, which is a top requirement in sanitary applications.