

Alloy 410S
Alloy 410S (UNS S41008) is a low carbon, non-hardenable modification of alloy 410 (UNS S41000, a 12% chromium martensitic stainless steel). Its low carbon and l
Alloy 410S (UNS S41008) is a low carbon, non-hardenable modification of alloy 410 (UNS S41000, a 12% chromium martensitic stainless steel). Its low carbon and low alloying additions reduce the formation of austenite at high temperatures, which limits the alloy's ability to harden. Even when cooled rapidly from critical temperatures, 410S remains soft and ductile. Its non-hardening properties help prevent the alloy from hardening or cracking at high temperatures or when welded. 410S is fully ferritic in the annealed condition. It exhibits good corrosion and oxidation resistance similar to 410.
Applications
Petroleum Refining and Petrochemical Processing
Columns
Distillation Plates
Heat Exchangers
Towers
Ore Processing
Mining Machinery
Heat Treatment
Annealing Boxes
Aprons
Quench Racks
Gate Valves
Press Plates
Standards
ASTM........A 240
ASME........SA 240
Oxidation Resistance
410S stainless steel has good oxidation resistance. It can be used at temperatures up to 1300°F (705°C) continuously. Excessive deformation will begin at temperatures above 1500°F (811°C) where it is unstable.
Formability
410S stainless steel is readily formed by turning, bending, and rolling.
Manufacturing Data
Heat Treatment
The alloy is not hardenable by heat treatment. It should be annealed in the 1600-1650°F (871 – 899°C) temperature range, followed by air cooling to relieve cold working stresses. 410S should not be exposed to temperatures (at or above) 2000°F (1093°C) due to embrittlement. If excessive grains are present when annealing mildly cold worked material, the annealing temperature should be reduced to the 1200-1350°F (649-732°C) range.
Surface Preparation
For maximum corrosion resistance in chemical environments, it is essential that the 410S surface be clean of any tempering color or oxides formed during annealing or hot working. All surfaces must be ground or polished to remove any traces of oxides and surface decarburization. Parts to be treated should be immersed in a warm 10-20% nitric acid solution and subsequently rinsed with water to remove any iron residues.
Processing
410S alloy should be processed in the annealed condition at a surface speed of 60 to 80 feet per minute (18.3-24.4 meters).
Welding
410S is generally considered weldable by common fusion and resistance techniques. Special consideration should be given to avoiding weak weld fractures during fabrication by minimizing discontinuous operations, keeping welding heat input low, and occasionally heating parts before forming. 410S is generally considered less weldable than the most commonly used ferritic stainless steel, 409. The main difference is that alloying additions to control hardening will result in higher heat inputs required when arc welding to achieve penetration. When weld fillers are required, AWS E/ER 309L and 430 are the most commonly specified filler materials.
stainless steel processing
The manufacture of stainless steel involves a series of processes. First, the steel is melted, and then it is cast into solid form. After various forming steps, the steel is heat treated and then cleaned and polished to give it the desired finish. Next, it is packaged and sent to manufacturers, who weld and join the steel to produce the desired shapes.

Melting and Casting
The raw materials that constitute a stainless steel item are placed together and melted in a giant electric furnace. Intense heat is applied rigorously for a period of 8 to 12 hours during this step. Once the melting is complete, the molten steel is cast into desired semi-finished forms. Some of the most common forms or shapes include slabs, blooms (rectangular shapes), billets (these could either be round or square), rods, and tube rounds.

Forming
In the second stage, the semi-finished steel shapes undergo a series of forming operations. For instance, the stainless steel is hot rolled (heated and passed through enormous rolls). The blooms and billets mentioned above are converted to bar and wire. The slabs on the other hand are formed into plates, strips or sheets. It is very common to turn semi-finished steel shapes into bars, as it is the most versatile stainless steel form (it comes in all grades and sizes). You have round, square, octagonal, and hexagonal bars, each suitable for a different type of application.

Heat Treatment
The various stainless steel forms undergo a thorough annealing process during this step. Annealing is another name for heat treatment where the stainless steel is heated and cooled in a controlled environment. The purpose of this heat treatment is to relieve the pent-up stress inside the stainless steel and soften the material to make it more suitable for a wide variety of applications. The people in charge of carrying out the annealing process have to be very careful about the conditions as even the slightest of changes in the temperature, pressure, duration, or cooling rate could result in a faulty product.

Descaling
During the annealing process, a certain amount of scale appears on the surface of the stainless steel. This scale can be removed using a number of different processes that are collectively known as descaling. Pickling is one of the more common methods of carrying out the descaling process.
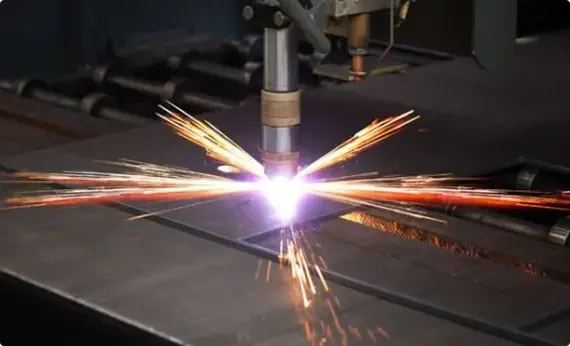
Cutting
The semi-finished, heat-treated, and descaled stainless steel forms are cut into specific shapes in this step. Mechanical cutting is performed with the aid of guillotine knives, blanking, nibbling, and high-speed blades.
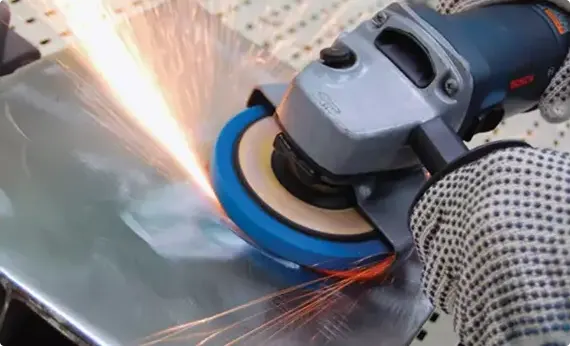
Finishing
Finishing is applied to help the stainless steel product achieve its signature aesthetically appealing appearance. Finishes are also needed to make the stainless steel product smooth and easier to clean, which is a top requirement in sanitary applications.