

Alloy Steel 4140 with High Tensile
Grade 4140 alloy steel with high tensile is availabe in AISI, SAE and SAME standard. AISI/ SAE/ SAME 4140 alloy steel is commonly used for a variety of applications in the oil and gas sector.
4140 is a chromium molybdenum alloy steel with high tensile. It is similar to grade Grade 4130, but with a slightly higher carbon content. The higher carbon content of alloy steel 4140 gives greater strength and heat treatment capabilities in comparison to Alloy 4130. Grade 4140 alloy steel with high tensile is availabe in AISI, SAE and SAME standard.
Alloy steel 4140 is now available with improved machinability, which greatly increases feeds and/or speeds, while also extending tool life without adversley affecting mechanical properties. AISI/ SAE/ SAME 4140 alloy steel is supplied in square bars, and flat bars.
Alloy Steel AISI/ SAE/ SAME4140 Heat Treatment:
Pre hardened and tempered 4140 can be further surface hardened by flame or induction hardening and by nitriding.
Preheat the steel carefully, then raise the temperature to 1150-1200°C for forging. Do not forge below 850°C.
Heat the Alloy steel 4140 slowly to 800-850°C and allow enough time for the steel to be thoroughly heated. Cool slowly in the furnace to 480°C followed by air cooling.
4140 alloy steel is usually supplied ready heat treated to 18-22HRC. If further heat treatment is required annealed alloy steel 4140 should be heated slowly to 840-875C and after adequate soaking at this temperature quench in oil. Temper as soon as the tools reach room temperature.
AISI/ SAE/ SAME 4140 alloy steel is commonly used for a variety of applications in the oil and gas sector. Typical applications include components such as connection rods, collets, conveyor pins, gears, stem assemblies, pump shafts and tool holders.
stainless steel processing
The manufacture of stainless steel involves a series of processes. First, the steel is melted, and then it is cast into solid form. After various forming steps, the steel is heat treated and then cleaned and polished to give it the desired finish. Next, it is packaged and sent to manufacturers, who weld and join the steel to produce the desired shapes.

Melting and Casting
The raw materials that constitute a stainless steel item are placed together and melted in a giant electric furnace. Intense heat is applied rigorously for a period of 8 to 12 hours during this step. Once the melting is complete, the molten steel is cast into desired semi-finished forms. Some of the most common forms or shapes include slabs, blooms (rectangular shapes), billets (these could either be round or square), rods, and tube rounds.

Forming
In the second stage, the semi-finished steel shapes undergo a series of forming operations. For instance, the stainless steel is hot rolled (heated and passed through enormous rolls). The blooms and billets mentioned above are converted to bar and wire. The slabs on the other hand are formed into plates, strips or sheets. It is very common to turn semi-finished steel shapes into bars, as it is the most versatile stainless steel form (it comes in all grades and sizes). You have round, square, octagonal, and hexagonal bars, each suitable for a different type of application.

Heat Treatment
The various stainless steel forms undergo a thorough annealing process during this step. Annealing is another name for heat treatment where the stainless steel is heated and cooled in a controlled environment. The purpose of this heat treatment is to relieve the pent-up stress inside the stainless steel and soften the material to make it more suitable for a wide variety of applications. The people in charge of carrying out the annealing process have to be very careful about the conditions as even the slightest of changes in the temperature, pressure, duration, or cooling rate could result in a faulty product.

Descaling
During the annealing process, a certain amount of scale appears on the surface of the stainless steel. This scale can be removed using a number of different processes that are collectively known as descaling. Pickling is one of the more common methods of carrying out the descaling process.
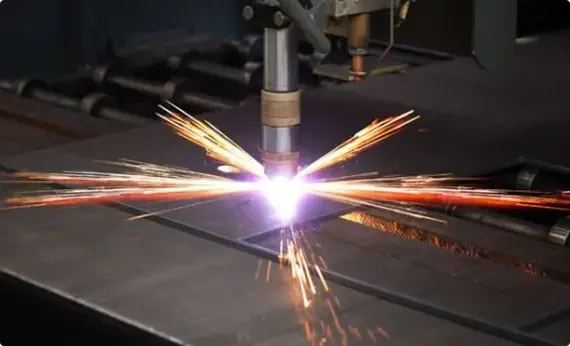
Cutting
The semi-finished, heat-treated, and descaled stainless steel forms are cut into specific shapes in this step. Mechanical cutting is performed with the aid of guillotine knives, blanking, nibbling, and high-speed blades.
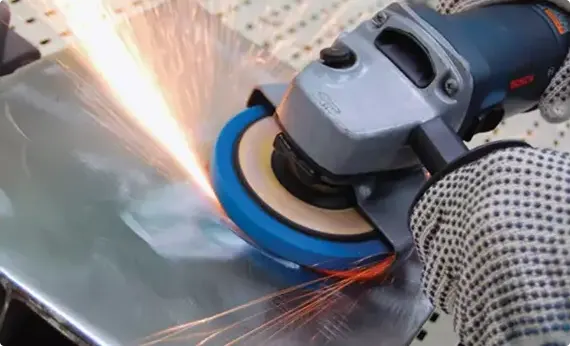
Finishing
Finishing is applied to help the stainless steel product achieve its signature aesthetically appealing appearance. Finishes are also needed to make the stainless steel product smooth and easier to clean, which is a top requirement in sanitary applications.